As a manufacturer of high performance and engineered ball valves, we are often asked about what industry standards affect ball valve products and what should be referenced when specifying and ordering. The answer to that question is not nearly as straightforward as with the gate, globe, and check valves that have historically been the primary go-to valves in refining. With the more common ‘rising stem’ valve types, standards such as API 600, API 602, API 603, etc. have taken a lot of the guesswork out because much of the design and sealing methods are well defined. However, as ball valves become more prevalent due to better sealing and reduced emissions, reliance on standards alone is not sufficient. Assurance that the installed product meets process requirements relies on much more.
There are several standards that influence the design and performance of ball valves. At a basic level, ASME B16.34, ASME 16.10 and others govern the dimensions and wall thickness (among other things) of most all valves used in the refining and chemical industries. Standards like API 641 (emissions for quarter-turn valves), API 607 (fire testing for both ‘soft’ and metal seated quarter-turn valves), and API 608 (requirements for metal ball valves generally up to NPS 24 and class 600 rating) guide the industry.
However, none of these standards address the suitability of sealing materials for individual processes. Since these valves are typically used in applications where sealing is critical to the process, there are several open questions that must be addressed when specifying ball valves.
- What is the pipe specification or process requirement?
This is almost always clearly stated and will help determine the body material of the valve. - What is the valve process?
Valve “trim” material determined by valve process. Internal components must be compatible with the process to resist attack, and it must have the mechanical integrity to operate safely and reliably. - What are the process conditions?
Because seat and seal material must be compatible with the process conditions, these must always be confirmed with the end user. - What is the pressure / temperature?
Seat rating acceptability is determined by pressure & temperature.
Guideline Considerations for ‘Soft Seated’ Ball Valves
By at least a 10:1 ratio, ‘soft seated’ ball valves dominate the refining and chemical markets. Although this is evolving as the costs of metal seated valves come down, soft seated ball valves will likely continue to be the most cost-effective solution in relatively clean services under 450ºF.
There are a wide array of options for seating material in these valves. The vast majority used in the refining and chemical industry are based on a form of Teflon ™ / PTFE. Apart from the base material, there are molecularly enhanced versions and compounds filled with glass, carbon fiber and/or graphite. One problem that exists in many specifications for these types of valves is the vague term ‘RPTFE’ which (not so simply) indicates reinforced PTFE. Without information on the type of reinforcement, this can be misleading. For example, if a request is made for RPTFE in a plant with HF Acid (which dissolves glass) and a valve with glass-filled PTFE is installed, the results will be very undesirable.
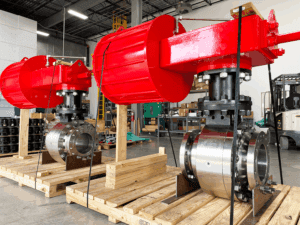
In addition, manufacturers offer seat and seal materials like PEEK, Nylon, PCTFE, etc. for specific process requirements. All have certain properties that, when combined with specific seat designs, create allowable maximum (and minimum) temperature ranges and differential pressure.
It is well past the scope of this article to provide an application guide to all these seat types, but if you’re involved with selection or specification of these seat and seal materials, here are some guidelines to consider:
- Always verify that the seat and seal materials are rated for the maximum or minimum design temperature, and the maximum differential pressure in the system where the valve is to be installed. All reputable manufacturers publish this information.
- If specifying reinforced PTFE seat material, note any material limitations or requirements around the ‘filler’.
- If automating, confirm the torque requirements of the specific seat material provided. This can vary greatly.
- Whenever possible, include the design temperatures and pressures in the specifications. This is especially important in cryogenic or other extreme conditions.
What is a Severe or Critical Service Application?
A very common question asked in the valve and automation industry is: what is considered a severe or critical service valve application? There are several groups, MSS in particular, that are working on a more objective standard to provide guidance on this question.
As it pertains to ball valves in the refining and chemical industry, the question becomes: when should a severe or critical service metal seated ball valve be considered? This is a rapidly expanding segment of the market that is widely misunderstood. The correct answer to this question is: when process requirements exist calling for ball valves that operate and seal in conditions outside the range of typical products, test protocols and industry standards. This can mean many things to many people, and one must take care to not simply throw money at a problem hoping it goes away.
Choose a Metal Seated Valve for These Applications
In the petrochemical, chemical, and refining industries, some examples of applications where metal seats would be the preferred choice are:
- Coking services
- High pressure hydrogen and gas isolation
- Catalyst handling
- Reactor isolation (manual and automated)
- ‘High cycle’ ball valves
- Heater isolation or…
- Places where reliable tight shut-off is important and soft seated’ valves will not function due to high temperature, pressure, wear, solids, etc. For example, ball valves that have a pressure rating Class 900 or above, or valves with a design temperature requirement exceeding 450ºF, could be considered a metal seat application.
It is important to understand that metal- to-metal sealing in ball valves is a misnomer. If uncoated metal balls and seats are in direct contact, they would be damaged due to galling when operated and would never seal well. In reality, it is the ball and seat coatings that provide the sealing and allow the valve to cycle without galling. These coatings are generally lapped for tight shut-off and must resist chemical and thermal attack from the process in which the valve is installed.
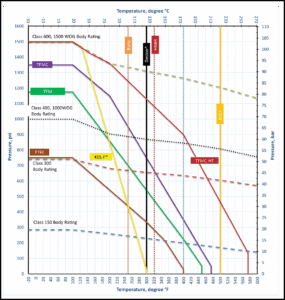
The key to reliability of ‘metal seated’ valves in any process application is the selection of the right coating, and the lapping / grinding process to ‘mate’ the sealing surfaces.
360 degree ball valve lapping and coating
A Deep Dive into Modern Coating Technology
There is simply no “one size fits all” for ‘metal-to-metal’ sealing. Coatings are extremely application dependent. There are literally hundreds of material options and combinations, although certain technologies are more common.
Some of the more standard coating options are:
- High Pressure-HVOF
- ‘Spray and Fuse’
- Cobalt Overlays
- Chrome Plating
- Surface treatments like Nitriding that are more of a surface hardening than a true coating.
All have their positives and negatives in terms of performance in given applications and cost. The Cobalt overlays (commonly referred to as Stellite™) and Chrome Plating are still widely used in ball valves, as well as other valve types.
The most common ball and seat coating in severe service is the HP-HVOF process in which the coating mechanically bonds to the substrate material. In this process, a robotically controlled ‘gun’ creates high kinetic energy allowing the coatings to be applied in a compressive state. The mechanical bond created is > 12,000 PSI bond strength for carbides, 5,000 – 7,000 PSI for chrome oxide ceramic. Some downsides to this process are that even at the lowest porosity, there is still poor sealing on gas applications. In addition, any carbon content makes these coatings susceptible to oxidation.
In the spray & fused process, the ball and seat surfaces are coated with a relatively thick layer of hardening material, then the part is heated to ‘fuse’ (similar to welding) the coating to the base material for the highest possible bond strength and lowest porosity. This process is best for small molecule gas and particles.
Finally, is the plasma coating process where the specialty coatings are brought to a very high temperature prior to being robotically applied to the metal. This again creates a good bond strength, and coupled with the ceramic-like materials applied, creates a very corrosion resistant surface.

In Conclusion
Ball valves have been around for many years and represent a very large portion of our industry, but they still require attention to detail and an understanding of the applications in which they will be installed. While there is no such thing as ‘zero leakage’ in valves, by clearly defining the process objectives and properly specifying these products, the greatest reliability can be achieved.
Read more articles like this at: https://bit.ly/3qVWVDC
 About the Author
About the Author
Barry Hoeffner, Director of Quarter Turn Products at Ladish Valves has over 30 years experience in the Chemical and Refining Industries. As a Chemical Engineer, Barry brings a unique perspective to the Flow Control space. His focus for the years in the Valve Industry has been in application engineering and development of severe service and engineered ball valves